设计参考
模内攻牙机安装指导
作者:管理员 发布于:2025-04-24 15:36:03
1、首先模内攻牙机安装时必须先确认冲床实际行程是否和设计行程一致(行程必须一致才能安装攻牙机),其次确认浮升板四个角高度是否平衡,用手上下摇晃是否有晃动,发现有以上问题需及时处理方可安装模内攻牙机,安装模内攻牙机时冲床必须停在上死点,模内攻牙机拆卸时冲床必须停在上死点(如图),(确认必须在冲床停在上死点才能安装和拆卸模内攻牙机)

2、送料角度确保与使用说明书一致,安装模内攻牙机时必须模具无异常,生产部品经过QC检测或者现场工程检测尺寸已经OK,送料机送料的角度必须正确,送料机送料工作时要稳定,材料和浮升销高度必须平行。材料不能有弯曲,变形等异常。在270°~290°之间开始,90°止,NC送料机可以在330°送料,方可安装。否则改善正确后方可安装模内攻牙机。
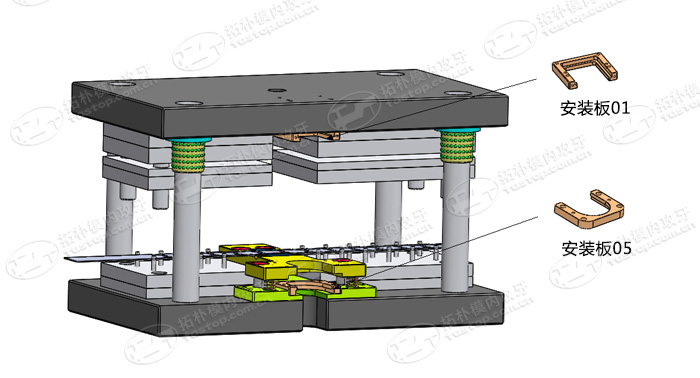
3、将安装板01、安装板05预先固定在模具上。
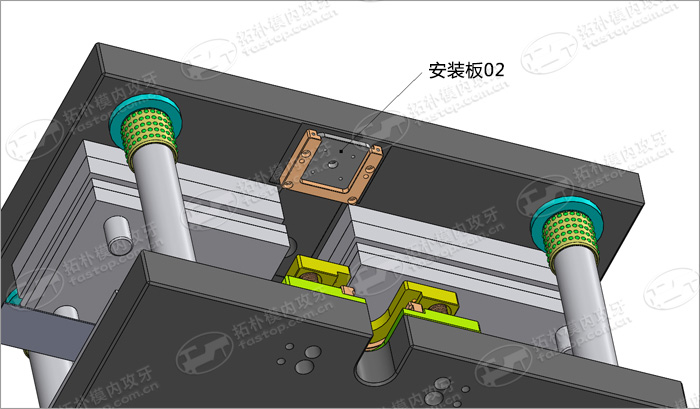
4、将安装板02插入安装板01槽内。
5、将模内攻牙机和轴承座装配后推入安装板05内,模内攻牙机本体平放于浮升板上对准攻牙孔和安装孔。
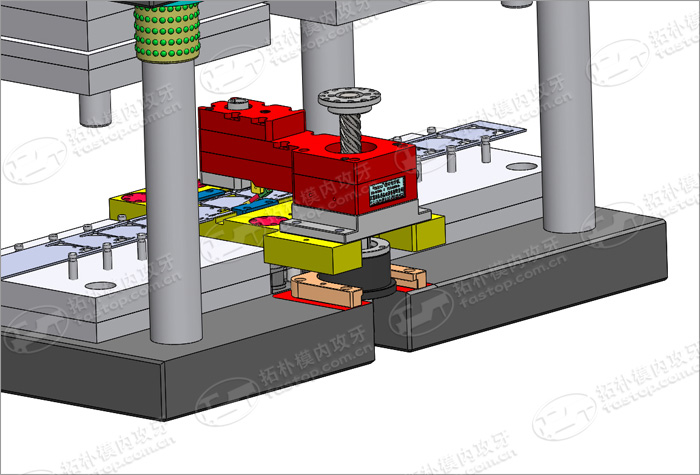
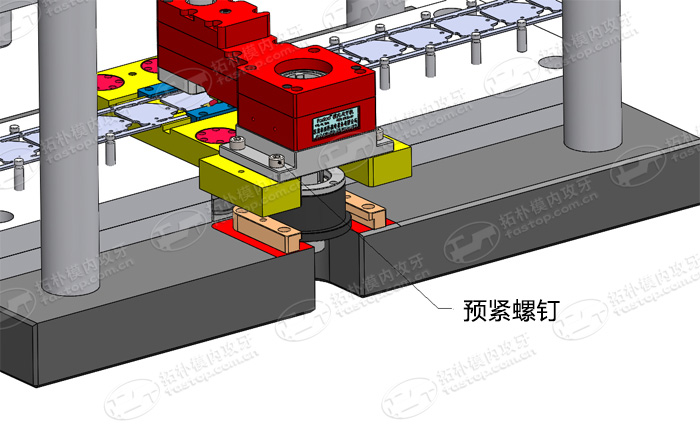
6、预紧模内攻牙机4-M8固定螺钉(不要锁死),为下一步模内攻牙机定位做准备。
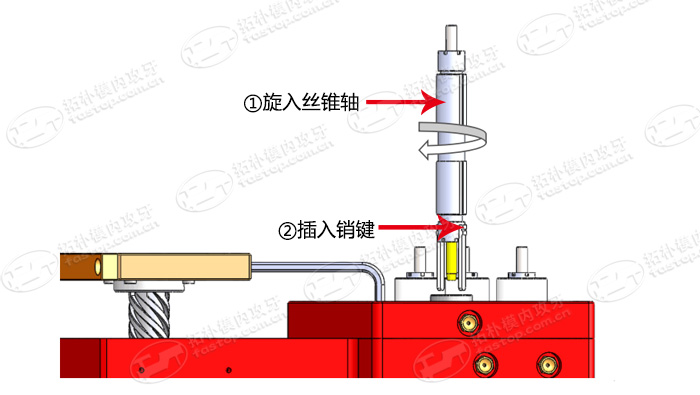
7、模内攻牙机定位与丝锥轴上死点调整:
①旋入丝锥轴
②插入销健
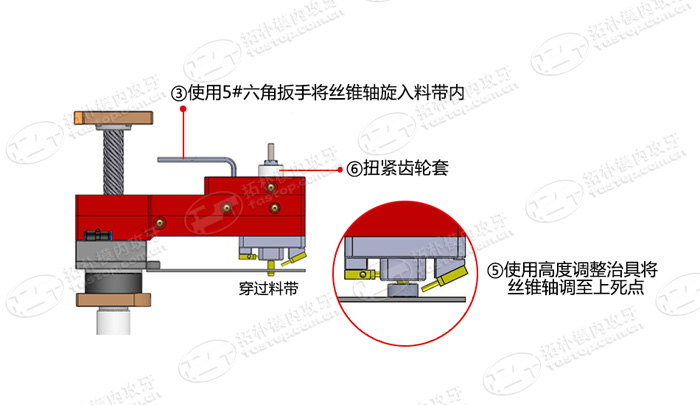
③使用5#六角扳手将丝锥轴旋入料带内
④锁紧上一步骤预紧的4-M8螺丝
⑤使用高度调整治具将丝锥轴调至上死点
⑥扭紧齿轮套
⑦移除高度调整治具。
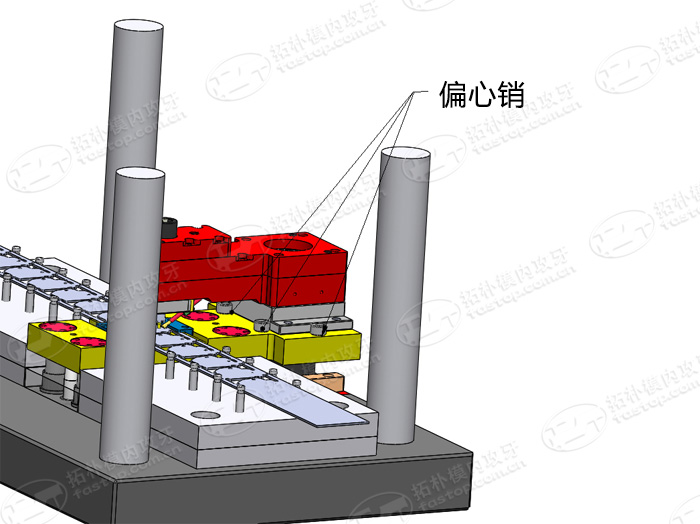
8、模内攻牙机位置定位好后使用3个偏心销锁紧定位。
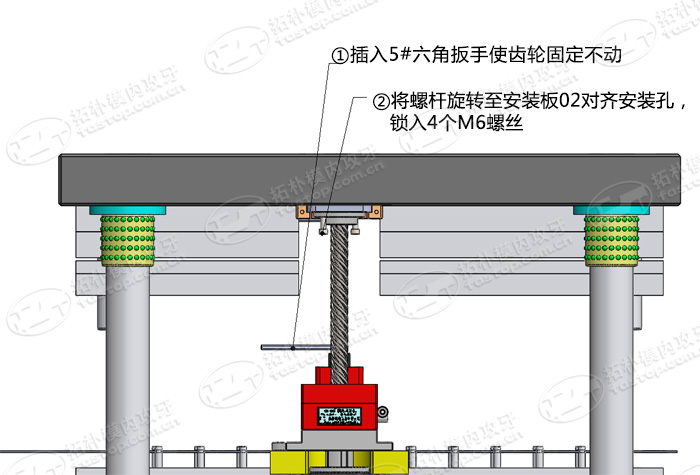
9、先插入5#六角扳手使齿轮固定不动,再将螺杆旋至安装板02对齐安装孔,锁入4个M6螺丝。
10、安装之前必须先调整好滑块行程高度,模内攻牙机安装调试好后,在后续的模具修理或者生产中严禁调整滑块行程高度。如果调整滑块高度后会影响以下(a.模内攻牙机在上死点抱死拉坏安装板03、内部齿轮、安全销;b.大螺杆和大螺母脱离,再调整回原来高度时螺杆和大螺母没有对好位置,压坏大螺杆和大螺母,甚至压坏模内攻牙机)
11、生产中观察轴承座有无上下串动,模内攻牙机本体、大螺杆、大螺母有无发热现象,固定模内攻牙机紧固板和紧固螺丝有无松动,轻微发热不影响模内攻牙机使用,温度超过70°暂停使用,并告知厂家寻求售后帮助。
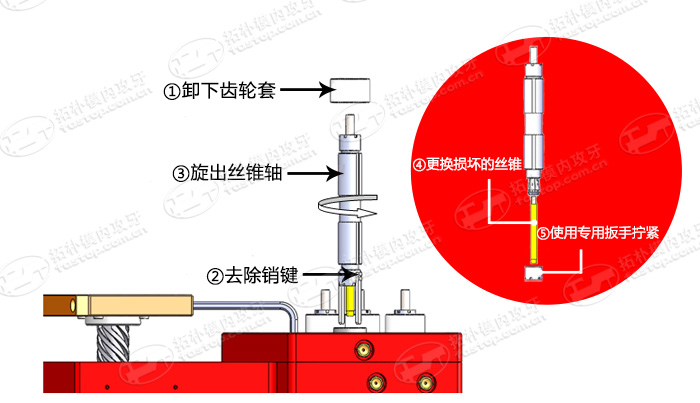
12、更换丝锥步骤:卸下齿轮套—>去除键销—>旋出丝锥轴—>更换损坏的丝锥—>使用专用扳手拧紧。